アンモニア性窒素/COD処理 N-Free A
原理
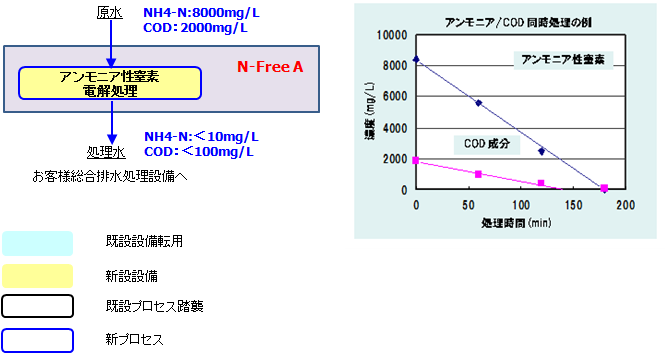
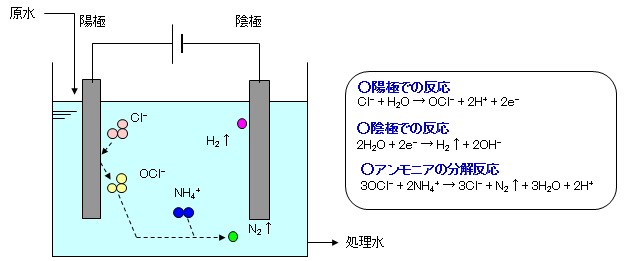
アンモニア性窒素ならびにCOD成分を、本装置(電解装置)で無害化処理します。
このうちアンモニアについては、陽極で生成した次亜塩素酸と反応し、窒素ガスまで酸化処理されます。
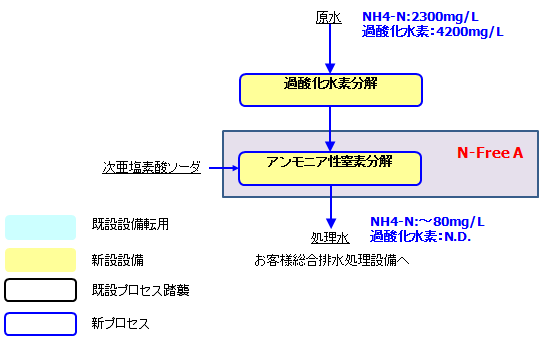
アンモニア性窒素に限らず、次亜塩素酸と反応する成分は処理可能です。
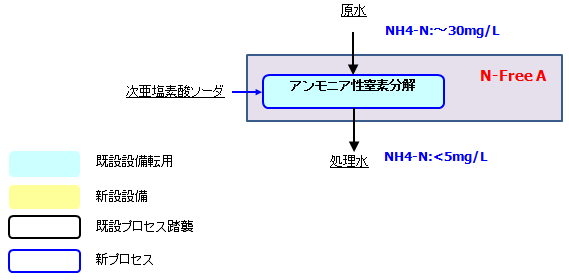
次亜塩素酸を本装置内で生成するため、購入するよりコストメリットがあります。ただし、原水中のアンモニア負荷量が少ないときなど、電解装置を設置するメリットが小さい場合には、次亜塩素酸ソーダを購入して薬注処理するプロセスをご提案します。
特徴
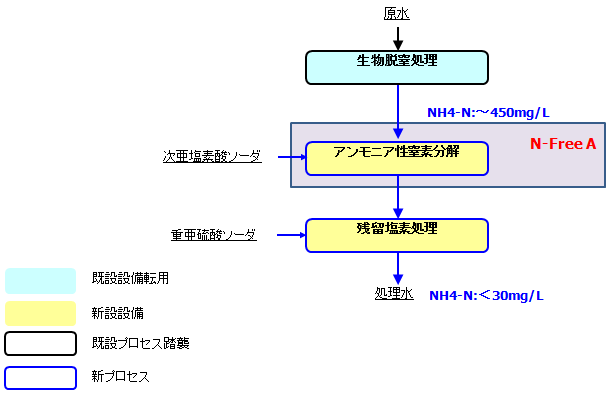
本システムでは、従来の生物法と比べ以下のメリットがあります。
- 生物法では処理できない排水も対応可能
- 原水窒素濃度に制限なし(高濃度をそのまま処理可能)
- 原水窒素濃度の変動に対応可能
- 希釈が不要で、反応速度が高いため、省スペース
- 二次廃棄物(汚泥等)は発生しない
- 処理したいときだけ稼動が可能(常時稼動は不要)